製品情報
WRIST COMPLIANCER位置誤差修正装置(ロックアップRCCデバイス)
組立てられる部品間の水平方向の誤差を修正

組立てられる部品間の水平方向の誤差を修正




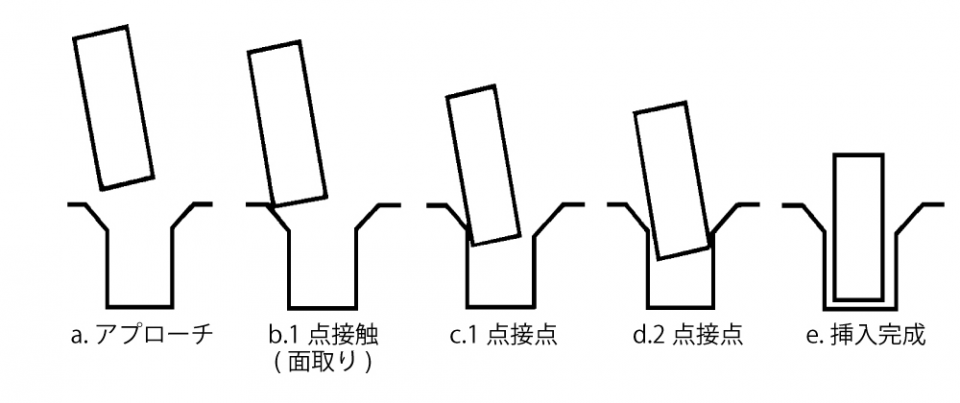
組立て・挿入用途
VTRヘッド周辺部品の組立て プリント基板への部品組立て カーステレオの組立てその他用途
航空機外板のドリル加工 自動計測(検査)
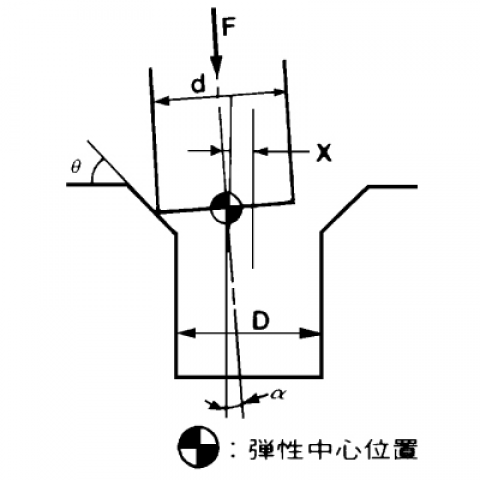
F:挿入力[kgf]
X:水平方向誤差[cm]
α:角度(こじり)方向誤差[rad]
D:穴の直径[cm]
d:シャフトの直径[cm]
μ:摩擦係数
θ:面取りの角度[deg]
C:隙間比率(D-d)/D
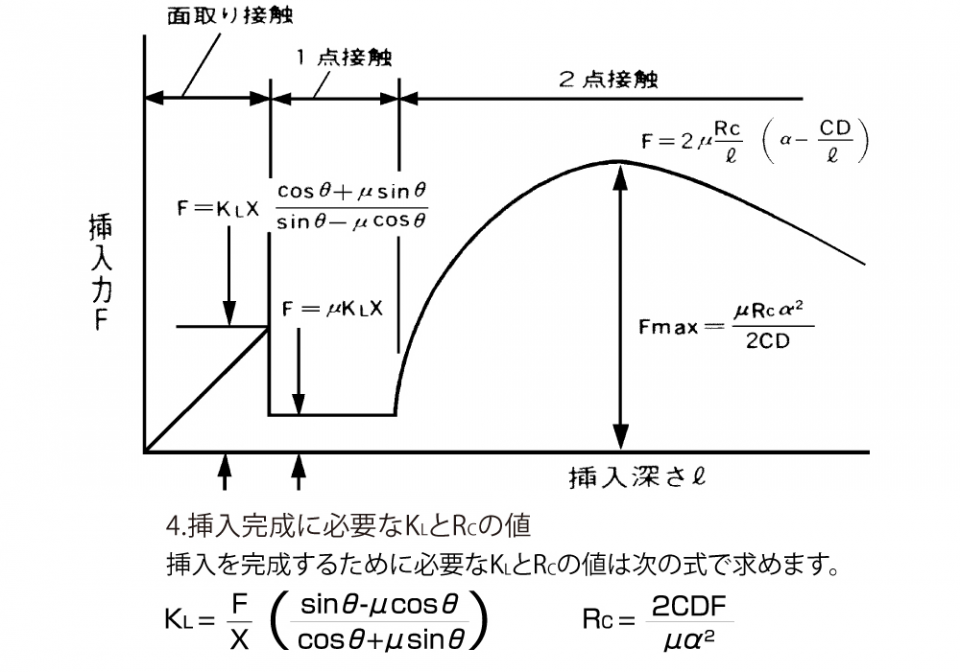
※上記で求めたKLおよびRcの値よりも小さな値をもつ(柔らかい)デバイスを使用すれば挿入を完成できます。
デバイスの寸法、重量およびその他の仕様も考慮してご使用条件に最適なデバイスを選定してください。
その他のクイックチェンジ製品も取り揃えておりますので、お気軽にお問い合わせください。ビー・エル・オートテックはお客様のニーズにお応えするために、カスタム製品の制作もおこなっております。
© Copyright 2018 BL AUTOTEC, Ltd.All Rights Reserved.